


 2015年進行大改革,營運績效大幅提升
2015年進行大改革,營運績效大幅提升
顧問師/張穎旭
一、輔導背景
友益企管在2014年主要協助新統進行部門別日常管理強化,2015年在組織運作逐步走向正常化的前提下,希望能更進一步提高組織運行效率,提升營運績效。友益企管顧問對工廠運營損益、成本分析,生產作業實況調查瞭解,擬定出稅前獲利提高5%以上的量化目標(與2014年同期比較)和完成維持未來穩定運作的改善過程有關標準書擬訂與發佈的質化目標。
二、輔導內容
1. 管加工流程作業改善
(1) 改善背景
管件類加工途程為切管、打磨、彎管、多次沖孔、切斷、倒角、縮管。工序多,製程複雜,各工序間單獨作業時,產品的拿取和移轉搬運多,在製品較多,生產週期(Lead time)長,數量控制難度大且不準確,批量性品質問題亦時常發生。再進行細部研究時,還發現,有些工序人員配置不合理,個別工作站人員閒置率高達70%。
(2) 改善方法
a. 整個彎管作業區域及物流動線重新規劃,各職能區域更加清晰明瞭,整個生產更加順暢。
b. 以彎管為中心之後加工流程化生產配置,減少取放和搬運,減少批量性品質問題的發生。
c. 人機配合技法導入,減少人員閒置等待現象。
d. 加工合模改善理念技法導入,大大降低作業次數和換模次數。
e. 專職物料配送機制(水蜘蛛)的導入,提升整體設備效率。
f. 工作站細部佈置與規劃(含專用容器),提升操作人員的作業效率。
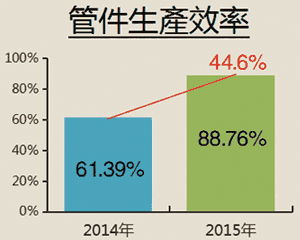
(3) 改善效果
和2014年相比較,管加工工序生產力提升44.6%。生產週期縮短2~3天,在製庫存大大降低。
2. 加工專線規劃與實施
(1) 改善背景
就整個工廠產品訂單結構而言,屬於多種、少量的生產形態。但進一步進行PQ分析時發現,部分產品每個月有一定的訂單數量,且相對比較穩定。故選取其中組成零件較多,生產複雜,耗費人工工時較多的元件進行專線生產。以減少搬運的浪費,再通過人員的專職化,提高作業熟練度,來提升整個生產力。
(2) 改善方法
a. 一個流生產方式的導入,減少搬運的浪費,縮短生產週期,降低在製庫存。
b. 工站合理化佈置,專用治具、台車使用,提升個人作業效率。
c. IE線平衡觀念的導入,各工站作業內容合併、重組、簡化,一人多機(多工序)作業模式建立,減少等待。
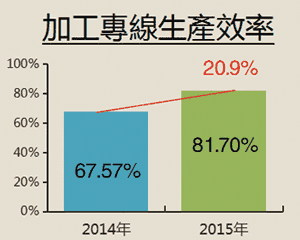
(3) 改善效果
和2014年相比較,加工專線生產力提升20.9%,生產週期縮短3天。
3. 塗裝生產力提升改善
(1) 改善背景
塗裝線在硬體設計上為高效線體(自動前處理、自動噴塗、輪替換粉多噴房),而在實際運行過程中塗裝線運行效率較低(單掛吊掛數量少,線體流動速度慢),運營成本高。就過去一年的運行狀況來看,十分不理想,公司對此十分不滿意,急待改善。
(2) 改善方法
a. 以設備為主體的設備運行參數設定、自動噴槍作業標準設定(含自動噴槍的增補評估與實施)、各工序作業人員的評估與配置,以滿足設備效率的最大化。
b. 吊具的合理化改善 ─吊具吊掛數量的優化,吊掛間隔數量的優化,吊掛方式的優化(由轉動式變更為固定式),以期在滿線狀況下,吊掛產品數量的最大化。
c. 前處理加熱系統自動感應裝置設置,烤爐送風系統日常保養機制的建立,以降低能耗。
d. 作業人員激勵制度的制定與實施,以提升作業人員的積極性。
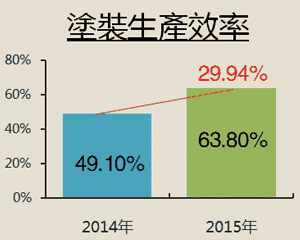
(3) 改善效果
塗裝生產力提升29.94%(因受規模經濟影響,其改善效益未完全發揮,若完全發揮效益,生產力提升率會在50%以上)。
4. 品質改善
(1) 改善背景
客戶退貨率較高,製程品質異常處理成本較高,產品報廢率和報廢金額較高。
(2) 改善方法
a. 在物料來料方面,檢討和制定來料檢驗作業標準(原材料、委外加工件、前處理藥水、噴塗塗料等)。
b. 量/檢具管理作業標準的制定與實施。
c. 製程品質管制計畫制定。
d. 整合主要客戶品保系統/標準,建立異常處理機制。
e. 各製程,品質自主管理機制的建立。
f. 防呆技法的導入與應用。
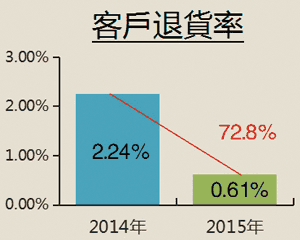
(3) 改善效果
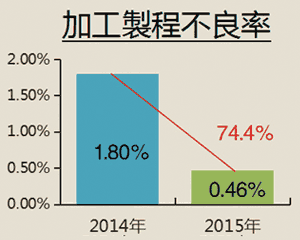
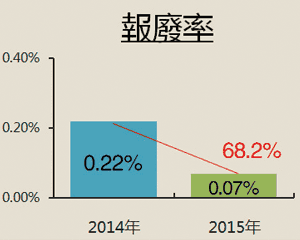
客戶退貨率降低72.8%,製程報廢金額下降68.2%,加工製程不良率降低74.4%。
三、輔導成果
在新統五金高階主管大力支持,現場積極配合下,圓滿完成了既定目標,達成2015稅前獲利提升8.2%的可喜成績,最終實現“三贏”(客戶贏、公司贏、員工贏)。繼2014年、2015年兩年均取得較好成果的基礎上,2016年友益企管將繼續圍繞生產和運營進行更加深入的輔導,詳見 - 惠州高德機電&惠州新統五金機械-追求工業3.0的奠基,進行產銷管理與ERP系統整合運用強化。

Add:407 台中市西屯區朝富路213號14樓之6【CBD時代廣場】
2010 ©友益企業管理顧問有限公司 ALL RIGHTS RESERVED
Design by JDDT